
Danh mục
Sản phẩm mới


Tin thể thao








Quảng cáo


























































 shopdiemthuy.com.jpg)
 shopdiemthuy.com.jpg)
 shopdiemthuy.com.jpg)
 shopdiemthuy.com.jpg)
 shopdiemthuy.com.jpg)
 shopdiemthuy.com.jpg)
 shopdiemthuy.com.jpg)
 shopdiemthuy.com.jpg)































Giỏ hàng
| Tổng cộng: 0 VNĐ | |
| Xem giỏ hàng | |
| Thanh toán | |
Hỗ trợ trực tuyến
Kinh Doanh
Phone : 0124.79.68.999
Hoặc : 0935.933.114
Phone : 0124.79.68.999
Hoặc : 0935.933.114
Nhân Viên
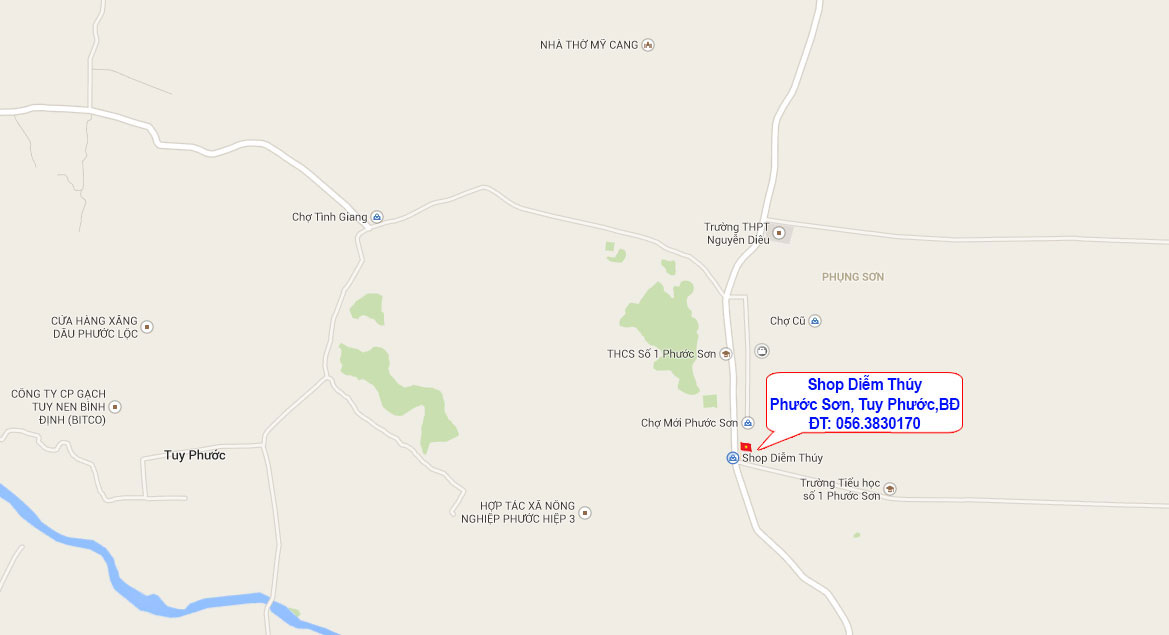
Phone : 056.3830170
Phone : 056.3830170
Kinh Doanh
Phone : 0121.6556.212
Phone : 0121.6556.212
Tin mới




















Thông Tin Mới
Thống kê
Số người online : 4 người
Ngày Hôm Nay : 295 lượt
Tháng Hiện Tại : 22403 lượt
Tổng truy cập : 3684318 lượt
Quảng Cáo
| CopyRight ® Cửa hàng Giày Dép Thời Trang Shop Diễm Thúy - Sport Diễm Thúy http://www.shopdiemthuy.com - http://www.bongdabinhdinh.com |
|
| Điện thoại: (056) 3.830.170 Email: shopdiemthuy.ps@gmail.com Chuyên cung cấp sỉ & Lẻ Quần áo thể thao, giày đá banh, quan ao bong da,quân áo bóng đá, áo đá banh, áo câu lạc bộ, giày đinh, giày đá sân cỏ đế su, bọc đầu gối, bảo vệ ống quyển, túi thể thao, giày dép thời trang, mũ nón, ví, dây nịt, túi xách, quần áo đồng phục học sinh,Nhận in ấn theo yêu cầu .... |
|
|